
Топло притискање на пост-третман 3Д печатење, континуирано термопластично засилено со јаглеродни влакна
Топло пресување Пост-машинска обработка
| Иако класичниот процес на обликување на сплотено таложење (FDM) има својствени предности во производството на сложени структурни делови, компонентите произведени со употреба на оваа технологија сè уште имаат проблеми со недоволна јачина и мала отпорност на топлина. |
За да се зголеми јачината на производот, употребата на лесни материјали зајакнати со влакна со висока јачина е многу ефикасен метод. Некои истражувачи измешале сецкани влакна во материјали од смола и обработувале жици засилени со влакна за FDM. Иако типичниот процес на FDM наследен од такви сецкани жици засилени со влакна има предност во формирањето сложени геоморфни компоненти, неговото подобрување на јачината на производот не е многу очигледно и не може да ги исполни барањата за висока јачина што ги очекувавме. . Во споредба со материјалите засилени со сечкани влакна, материјалите засилени со континуирани влакна можат во голема мера да ја зголемат јачината на производот, но поради континуираното ограничување на влакната, методот на обликување има недостаток на способност да формира сложени структурни делови.
Со цел да се реши горенаведениот проблем на континуирано обликување засилено со влакна, истражувачите MY и YK од јапонското средно училиште специјализираа за дизајнирање и производство на нов тип на истиснувачка млазница (Слика 1).
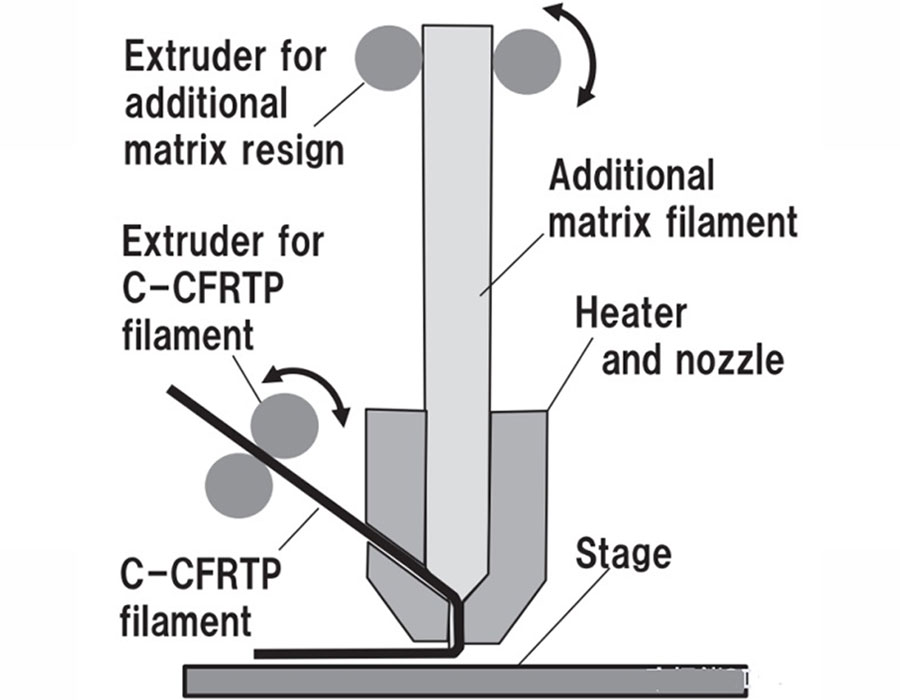
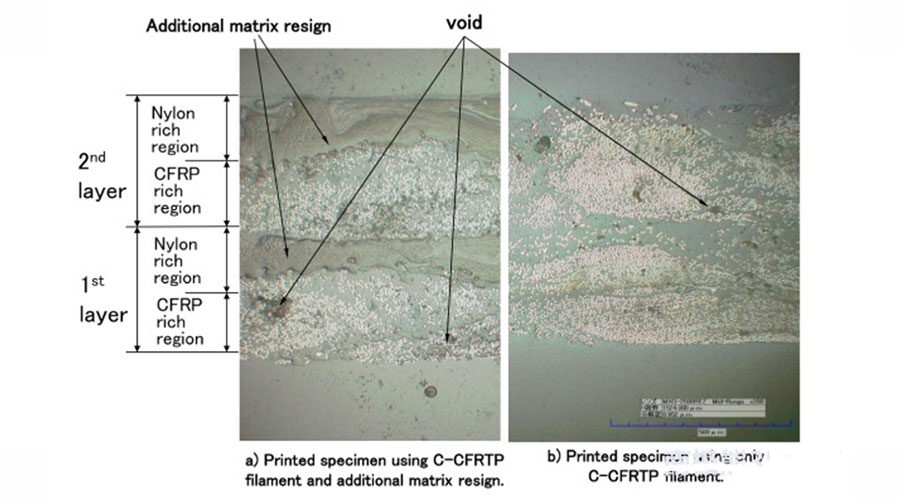
За разлика од конвенционалната опрема засилена со континуирани влакна, млазницата користи два уреди за напојување за да го контролира внесувањето на континуирана термопластична жица засилена со јаглеродни влакна и дополнителна жица од смола. Континуираната термопластична жица засилена со влакна што ја користат е жица направена од јаглеродни влакна обвиткани со PA6 со дијаметар од 0.3 mm, при што содржината на волуменот на јаглеродни влакна Vf е контролирана на 50%, а дополнителната смола материјал е најлон 645. - пресекот на слојот отпечатен од млазницата е прикажан на сл. 2. Долниот дел од единечниот слој е континуиран термопластичен материјал зајакнат со влакна, а горниот дел е дополнителен смолен материјал. Како што може да се види од сликата, дополнителниот смолен материјал може да го надополни засилувањето со влакна. Олукот на материјалот го намалува создавањето на празнини за време на печатењето.
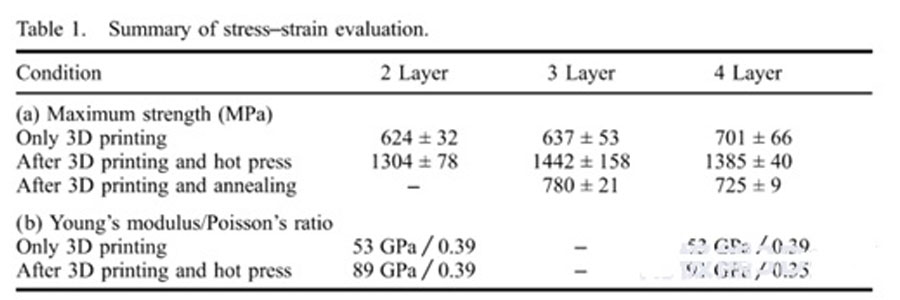
Дополнително, MY и YK ја користеа опремата развиена од нив за да подготват примероци за истегнување и подложени на механички тестови на истегнување. Резултатите од тестот покажаа дека модулот на еластичност E на примероците достигна 53 Gpa, Поасонов однос γ 0.39 и цврстина на истегнување σb 701 MPa.
Според набљудувањата на MY и YK, тие шпекулирале дека постоењето на внатрешни пори во единечниот слој на обликуваниот дел има многу значајно влијание врз механичките својства на производот и се претпоставува дека тие последователно го одредуваат процесот на термичка обработка според природата на материјалот за загревање на примерокот. И топло притискање за да се елиминира внатрешната порозност. Резултатите покажаа дека термичката обработка не ја подобрила значително цврстината на истегнување на примерокот (20%), но примерокот по топлото пресување е двојно зголемен во модул на еластичност и цврстина на истегнување во споредба со нетретираниот примерок. Истражувачите веруваат дека процесот на топло притискање ги елиминира порите во еднослојниот слој и резултира со толку значително зголемување на механичките својства на производот.
Користена литература: Јамаваки, М., & Коуно, Ј. (2018). Изработка и механичка карактеризација на континуирана термопластика засилена со јаглеродни влакна користејќи преформа со тридимензионално печатење и преку обликување со топла преса. Напредни композитни материјали, 27 (2), 209-219. doi: 10.1080/09243046.2017.1368840
Линк до оваа статија Топло притискање на пост-третман 3Д печатење, континуирано термопластично засилено со јаглеродни влакна
Изјава за повторно печатење: Ако нема посебни упатства, сите написи на оваа страница се оригинални. Ве молиме наведете го изворот за печатење: https: //www.cncmachiningptj.com/,thanks
 PTJ® обезбедува целосен опсег на прилагодена прецизност CNC машинска обработка на Кина услуги. ИСО 9001: 2015 и АС-9100 сертифициран. 3, 4 и 5-оска брза прецизност ЦПУ обработка услуги, вклучително мелење, свртување кон спецификациите на клиентите, способни за метално-пластични машински делови со толеранција +/- 0.005 мм. Средните услуги вклучуваат ЦПУ и конвенционално мелење, дупчење,умре кастинг,лим печатОбезбедување прототипови, целосно производство, техничка поддршка и целосна проверка автомобилската, Воздухопловна, мувла и прицврстување, предводено осветлување,медицински, велосипед и потрошувач електроника индустрии. Навремена достава. Кажете ни малку за буџетот на вашиот проект и очекуваното време на испорака. Ние ќе стратегираме со вас за да обезбедиме најефикасни услуги за да ви помогнеме да ја постигнете целта, Добредојдовте, контактирајте не ( sales@pintejin.com ) директно за вашиот нов проект.
PTJ® обезбедува целосен опсег на прилагодена прецизност CNC машинска обработка на Кина услуги. ИСО 9001: 2015 и АС-9100 сертифициран. 3, 4 и 5-оска брза прецизност ЦПУ обработка услуги, вклучително мелење, свртување кон спецификациите на клиентите, способни за метално-пластични машински делови со толеранција +/- 0.005 мм. Средните услуги вклучуваат ЦПУ и конвенционално мелење, дупчење,умре кастинг,лим печатОбезбедување прототипови, целосно производство, техничка поддршка и целосна проверка автомобилската, Воздухопловна, мувла и прицврстување, предводено осветлување,медицински, велосипед и потрошувач електроника индустрии. Навремена достава. Кажете ни малку за буџетот на вашиот проект и очекуваното време на испорака. Ние ќе стратегираме со вас за да обезбедиме најефикасни услуги за да ви помогнеме да ја постигнете целта, Добредојдовте, контактирајте не ( sales@pintejin.com ) директно за вашиот нов проект.

- Обработка на 5 оски
- Cnc мелење
- Свртување на ЦНЦ
- Обработка на индустрии
- Процес на машинска обработка
- Површински третман
- Обработка на метали
- Обработка на пластика
- Калап за металургија во прав
- Умирање
- Галерија на делови
- Авто метални делови
- Машински делови
- LED ладилник
- Градежни делови
- Мобилни делови
- Медицински делови
- Електронски делови
- Прилагодена обработка
- Делови за велосипеди
- Обработка на алуминиум
- Обработка на титаниум
- Обработка од нерѓосувачки челик
- Обработка на бакар
- Месинг обработка
- Обработка на супер легури
- Ekиркаат машинска обработка
- Обработка на UHMW
- Еднострана обработка
- PA6 Обработка
- Обработка на ППС
- Тефлонска обработка
- Инконел Обработка
- Обработка на челични алатки
- Повеќе материјал




